7*24小時服務熱線:
0755-36960993

儲能式螺柱焊 又被稱為電容放電螺柱焊 ,設備首先將預先設置好的能量額度充入電容中,隨后焊接時,能量從電容中一次性全部釋放出來,用于焊接,焊接時間為1-3毫秒。
由于能量并不能源源不斷地提供,所以儲能式螺柱焊的焊接能力有限,一般用于焊接直徑為3-10毫米的螺柱。
| 焊接特性 | 產生影響 | |
| 電源規格: | 220V,50Hz | 使用方便,常規電源即可驅動 |
| 焊接時間: | 1-3毫秒,不可調 | 發熱量小,穿透性差,板材幾乎不變形 |
| 瞬間電流: | 大 | 可焊低碳鋼冷軋板,不銹鋼,鋁,黃銅板材 |
| 熔池深度: | 最淺 | 1. 不適合在熱軋鋼板上焊接螺柱 2. 在較薄的板材上焊接強度高 |
| 最小板厚: | 螺柱直徑的1/10 | |
| 背面印痕: | 最小 | 適合較薄的板材焊接 |
儲能式螺柱焊分為兩種不同的焊接方式:壓力式螺柱焊和提升式螺柱焊。
| 壓力式螺柱焊 | 提升式螺柱焊 | |
| 使用焊機: | CD1501 / CD2301 / CD3101 | |
| 使用焊槍: | C08螺柱焊槍 | CA08螺柱焊槍 |
| 焊接材質: | 低碳鋼、不銹鋼、黃銅、鋁 | 低碳鋼、不銹鋼、鋁(強度高) |
| 焊接時間: | 2-3毫秒 | 1毫秒 |
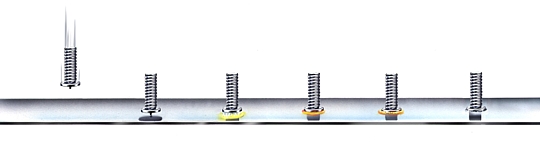
壓力式螺柱焊工藝流程較為簡單:
1. 焊槍垂直于工件將螺柱緊壓在工件上
2. 電容開始放電,瞬間大電流將螺柱尖端熔化,同時工件表面熔化,形成熔池
3. 在焊槍壓力作用下,螺柱垂直向下浸入熔池
4. 熔池冷卻,焊接完成
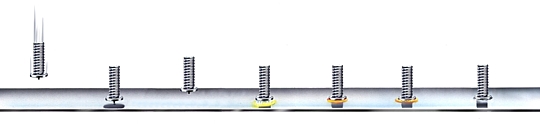
提升式螺柱焊與壓力式螺柱焊不同之處,在于在電容開始放電之前,焊槍先將螺柱提升一個高度,隨后釋放,在彈簧力作用下加速向下沖擊,焊釘浸入熔池的速度更快,焊接時間更短。
由于提升式螺柱焊的這個特性,在鋁釘焊接時,可大幅減少熔池內氣孔的產生,使鋁釘焊接的強度更高,因此非常適合于鋁釘的焊接。
